Para gases y líquidos, un tamiz molecular es un excelente absorbente. La activación de tamices moleculares con un diseño diferenciado ayuda a numerosos sistemas a eliminar eficazmente contaminantes gaseosos o líquidos indeseables. También puede separar gases o líquidos en grupos de tamaño molecular. En la destilación de etanol por encima del umbral azeotrópico del 95,6% de volumen, el tamiz molecular desempeña un papel importante. Con el uso de tamices moleculares sintéticosEn la actualidad, el procedimiento de deshidratación del etanol puede llevarse a cabo con una tecnología mejorada más allá de este límite azeotrópico.
Vamos a trabajar en el análisis detallado de los diseños del lecho adsorbente de tamiz molecular para la deshidratación del etanol. Manos a la obra.
Uso del lecho de tamiz molecular en la deshidratación del etanol

¿Qué es un lecho de tamiz molecular?

En Sustancias artificiales de zeolita Los agujeros de diseño y tamaño exactos y homogéneos se conocen como tamices moleculares. Esto les permite adsorber gases y líquidos en función del tamaño de las moléculas y las preferencias de permeabilidad. Las zeolitas son sólidos cristalinos altamente permeables que se encuentran en la naturaleza y pertenecen a la familia química de los aluminosilicatos.
3A, 4A, 5A y 13X son las cuatro clasificaciones principales de los tamices moleculares. La dimensión de los poros del tamiz molecular viene determinada por el tipo, que a su vez viene determinado por la versión sintética de la molécula. Un tamiz molecular funciona solubilizando moléculas de gas o líquido más pequeñas que el diámetro funcional de sus poros y rechazando moléculas más grandes que los orificios.
¿Cuál es la función del tamiz molecular en la deshidratación del etanol?
La destilación convencional del etanol sólo puede alcanzar una pureza de alrededor del 96% de etanol, siendo el 4% restante agua, debido al azeótropo que se genera al combinarse con el agua. Para que se considere de calidad como combustible, el etanol debe deshidratarse hasta alcanzar al menos un 99,9%. Para alcanzar este grado de pureza, se utiliza un tamiz molecular 3A, construido específicamente con aberturas de 3 Angstrom, para adsorber las moléculas de agua, mientras que las moléculas de etanol más grandes son rechazadas. Este procedimiento eficaz deshidrata el etanol hasta el nivel de pureza necesario para que pueda denominarse "de calidad combustible", ya que no hay rivalidad por la sorción.
Durante el procedimiento de producción, se controla cuidadosamente el diámetro de los poros en ambas partículas de tamices moleculares. Para controlar el tamaño de la abertura de los poros, se pueden intercambiar iones de sodio, calcio y potasio dentro de las partículas. Esto permite que las moléculas de gas y líquido se adsorban preferentemente. Piense en un aparcamiento: su vehículo mide 2,5 metros, pero el techo del garaje sólo mide 1,8 metros. Por mucho que lo intente, no podrá meter el coche en el garaje. La adsorción de partículas en las aberturas de un tamiz molecular funciona según el mismo principio.
Tipos comunes de tamiz molecular utilizados para la deshidratación del etanol

En diversos usos comerciales y alimentarios, el procedimiento de deshidratación por tamiz molecular requiere un alto grado de pureza. El tipo de tamiz molecular más eficaz para secar etanol es el tipo 3A. El vapor de etanol hidratado es conducido a través del lecho de tamiz molecular durante el procedimiento de deshidratación del etanol. El agua es absorbida por los poros del diseño adsorbente a medida que los vapores viajan a través del lecho de tamiz en el paso inicial. El procedimiento de adsorción continúa hasta que se completa la adsorción probable de agua de los vapores o se satura el tamiz molecular.
El agua se transfiere del vapor de etanol húmedo al tamiz molecular activado a través de una zona o región en la que el contenido de humedad se reduce de la entrada a la salida. Esta zona maestra de transición tiene un lecho activo para el tránsito de deshidratación y otro para la regeneración. Utilización de potentes compuertas y automatizaciónEl etanol puro puede utilizarse como combustible para automóviles y otros usos una vez deshidratado mediante tamices moleculares. El etanol puro puede aplicarse como combustible en automoción y otros usos una vez deshidratado mediante tamices moleculares.
¿Qué cantidad de tamiz molecular debe utilizarse?

La capacidad de secado de los tamices moleculares es de alrededor de 20% a 25% de su propia masa. Para el procedimiento de deshidratación, se vierten tamices moleculares equivalentes a 3 o 4 veces la cantidad prevista de disolvente orgánico, y se agita de vez en cuando durante unas 24 horas.
El diseño más eficaz del lecho de tamiz molecular para la deshidratación del etanol
El diseño y la función de un mecanismo de tamiz molecular están influidos por una serie de factores. La capacidad de adsorción de un contaminante viene determinada por su temp funcional y su presión parcial, así como por el tipo de tamiz molecular (3A, 4A, 5A, 13X). Las limitaciones de caudal y disminución de presión, en combinación con el volumen de adsorción, son fundamentales para determinar el mejor patrón de flujo, la cinética de transferencia de peso y, por apéndice, el diseño del recipiente.
En el tamaño de los recipientes también influye la dimensión de los poros del tamiz molecular, así como la disposición del lecho (en función del grosor del adsorbente y compuesto por gránulos gigantes, gránulos pequeños o un lecho dividido). La disminución de la presión y la dispersión del flujo, así como las necesidades de actividad de regeneración, se verán influidas por la relación diámetro/altura elegida.
Hay dos posibilidades de diseño del componente de deshidratacióndiseños integrados o autónomos, en función de los parámetros de la materia prima del etanol hidrogenado y de la disponibilidad de una instalación de destilación de alcohol.
1. Diseño integrado
Las máquinas integradas de deshidratación de alimentación vaporosa están conectadas a un sistema de destilación y aceptan vapor de etanol hidratado directamente de la torre de rectificación. El flujo de regeneración, también conocido como flujo de purga, se reintroduce en la destilación para la recuperación del etanol.
En comparación con las unidades desacopladas, la ventajas del sistema integrado es una reducción significativa del consumo de energía. La innovadora integración térmica de secado con sistemas de destilación/rectificación/evaporación de Vogelbusch reduce sustancialmente los gastos de explotación.
Se requiere una presión mínima de 0,5 barg para la alimentación.
2. Diseño autónomo

El etanol líquido hidrogenado procedente del almacenamiento se seca mediante alimentación líquida autónoma equipo de secado. En una minúscula columna de reciclado se evapora el etanol hidratado. El canal de regeneración, también conocido como corriente de purga, se dirige a la cámara de reciclado para la extracción del etanol.
Un diseño adecuado de la recuperación de calor, que tenga en cuenta la materia prima y los parámetros de utilidad, reduce el consumo de energía de la cámara de secado de etanol.
El principio del procedimiento

La técnica de adsorción utilizada en la deshidratación por tamiz molecular utiliza zeolita sintéticauna sustancia quebradiza y de gran porosidad. El método se basa en el hecho de que la atracción de la zeolita por el agua cambia con la presión. El empaquetamiento de agua de la zeolita viene determinado por la presión parcial del agua en la entrada, que puede modificarse cambiando la fuerza.
Procedimiento de adsorción por cambio de presión (PSA)

No se produce condensación porque el lecho de tamiz molecular se inyecta con vapor sobrecalentado. El vapor de etanol fluye a través del lecho mientras que el vapor se absorbe en las aberturas de la zeolita.
Cuando el lecho de tamiz molecular se empapa de agua y se aproxima una brecha, hay que reactivarlo: el agua se retira de la superficie de la zeolita disminuyendo la presión ejercida sobre ella.
A adsorción por oscilación de presión Para lograr una producción constante, se utiliza una instalación con dos lechos de tamiz molecular. Un lecho se deshidrata y el otro se regenera al vacío. La presión del lecho se reduce a lo largo de la activación, y el agua desorbida es expulsada del lecho junto con los vapores de salida del otro lecho de secado. Este canal de purga o regeneración se delicuescencia y se bombea a la destilería para la extracción de etanol.
Todo el procedimiento está automatizado.
Cómo hacer que las unidades de deshidratación funcionen mejor
Mejora del procedimiento del tamiz molecular

- Primer principio de optimización de la adsorción: temperatura y presión ideales
El punto inevitable, basado en dos reglas básicas de la adsorción, es que la unidad debe funcionar a la máxima presión y a la mínima temperatura factibles. Al seleccionar una temperatura para la función, hay que tener en cuenta que se trata de un procedimiento por etapas de vapor, lo que significa que el canal de alimentación no puede cambiar de etapa en ningún momento. En consecuencia, la temperatura más baja que puede utilizarse es justo por encima de la coyuntura de un cambio de etapa. La presión máxima que puede soportar el sistema, así como la cantidad de recalentamiento accesible, limitan el mecanismo.
La presión máxima viene determinada por los valores nominales del recipiente, la tubería y la compuerta. El punto de ebullición de la solución etanol/agua determina la temperatura mínima. La mayoría de los diseños se basan en el azeótropo agua/etanol, que contiene alrededor de 95% de etanol. En realidad, la mayoría de las plantas funcionan por debajo del azeótropo, con niveles de etanol tan bajos como 90%. Debe determinarse el verdadero punto de ebullición de cualquier combinación. La temperatura del vapor de entrada debe fijarse a 50 °F o 10 °C de recalentamiento para garantizar que la sustancia permanece en estado de vapor.
Los parámetros perfectos para una adsorción máxima pueden determinarse evaluando estos factores.
Calcule los ajustes máximos para la regeneración utilizando el mismo enfoque isotérmico. Debe conseguir el mayor vacío alcanzable en el recipiente a una temperatura fija. La capacidad de trabajo se define como distinción de capacidad a una temperatura fija entre la presión más alta posible y la presión más baja concebible.
- Segundo principio de optimización de la adsorción: capacidad de trabajo
Cada tamiz molecular debe ir acompañado de una hoja de especificaciones en la que se indique la capacidad estática de agua. Dado que todas las perlas de tamiz 3A tienen una capacidad estática de entre el 18 y el 22% de agua en masa, esto influye muy poco en la capacidad de trabajo real.
El volumen fijo del tamiz molecular es útil como indicador general de su pureza, pero la capacidad de funcionamiento es lo más necesario para el rendimiento. La diferencia en el volumen de agua del tamiz molecular a una temperatura fija entre las dos presiones de funcionamiento, sorción y activación se describe como capacidad de trabajo.
La zona de transferencia de masa es la región donde el agua se adsorbe o eluye conscientemente del tamiz molecular a lo largo de una fase de adsorción o regeneración de los bucles. Hipotéticamente, la zona de intercambio de masa tiene la forma de un "flujo de tapón", una oblea esférica que se desplaza uniformemente por todo el diámetro del lecho. En realidad, tanto la dispersión del vapor como la fricción en las paredes del recipiente forman la región de transferencia de masa. Para aprovechar al máximo el rendimiento del tamiz molecular, es esencial una dispersión adecuada del vapor.
Factores que influyen en la capacidad de trabajo
- Bajo la constitución y presión especificadas, la temperatura debe asegurar constantemente el mantenimiento de la fase de vapor. Dado que el líquido crea un obstáculo en el exterior de la perla, la transferencia de masa del líquido a la unión cristalina se ve dificultada en la circulación bifásica. La tensión superficial del líquido dificulta la eliminación del agua líquida por revaporización después de que se haya compactado hasta la fase líquida.
- Dispersión del vapor en la admisión. Simetría y velocidad de la zona de transferencia de masa.
- Garantizar la máxima disparidad entre la presión del adsorbente y la aspiración de regeneración a una temperatura fija.
- El tamaño adecuado del tamiz molecular 3A.
- Pida muestras de los certificados de evaluación, además de las hojas de especificaciones. Evalúe los productos de tamiz molecular de distintos fabricantes; no todos se fabrican igual y, por tanto, no tienen el mismo rendimiento. Compruebe atributos como la resistencia al aplastamiento, la capacidad de desgaste, las dimensiones de las partículas que distribuyen y los conocimientos técnicos.
Qué más hay que tener en cuenta
El procedimiento corporativo de producción de etanol depende en gran medida de los tamices moleculares. Permiten secar el etanol desde una pureza de 95% hasta una pureza aproximada de 99,9%, necesaria para su uso como aditivo de combustible. El tamiz molecular de las plantas de deshidratación de etanol, como todas las demás operaciones de una fábrica de etanol, requiere una atención especial. Mantenimiento preventivoEl cuidado durante el proceso de trabajo y el conocimiento de lo que puede causar daños prolongados a los granos y al recipiente, o a la lámina, son esenciales. Para garantizar una vida útil prolongada y sostenible de hasta diez años, es necesario realizar un seguimiento y un mantenimiento proactivos de las perlas de tamiz.
Conocer cómo se deshidratan las perlas de tamiz molecular y seguir unas sencillas pautas ayudará a que duren más. Para ello, tenga en cuenta lo siguiente:
1. Evite mojar la sábana/cama

Cuando se introduce en el recipiente y durante el funcionamiento, hay que tener cuidado para garantizar que el flujo del procedimiento llegue y permanezca en la fase de vapor. Si el vapor vuelve a condensarse en líquido, puede tener un impacto significativo en la dinámica de transferencia masiva de agua dentro y fuera del recipiente, lo que reduce la capacidad de trabajo y puede destruir las perlas. Debido a las evidentes cualidades cohesivas del agua, cuando una corriente de proceso en fase líquida llega a un lecho de deshidratación de etanol, el agua puede crear una capa sobre cada perla, cubriéndola efectivamente de agua licuada. La adsorción de los contaminantes de la fase de vapor (agua) de la corriente de etanol puro que se pretende obtener se ralentiza o se evita por completo mediante perlas cubiertas de agua líquida.
Es necesario lograr y conservar una corriente de alimentación a presión máxima con 50 °F de recalentamiento-50 grados Fahrenheit por encima de la temperatura de condensación-para evitar la aparición de moléculas de la etapa líquida durante cualquier etapa del procedimiento de deshidratación. La temperatura ideal de recalentamiento es de 50 ° Fahrenheit, que es lo suficientemente alta como para evitar que el vapor vuelva a la etapa líquida y, al mismo tiempo, lo suficientemente baja como para no disminuir considerablemente la capacidad operativa de las perlas de tamiz dentro del recipiente. La capacidad de funcionamiento es proporcional a la temperatura de funcionamiento; las perlas sometidas a mucho calor tienen una capacidad de funcionamiento menor, por lo que tampoco es deseable un exceso de calor durante toda la operación. También es crucial disponer de contenedores y tuberías debidamente aislados para evitar zonas frías o variaciones incontroladas de temperatura en el flujo de alimentación, especialmente durante los duros meses más fríos.
2. Evitar superar la velocidad crítica

Para proteger las unidades de deshidratación y los granos de tamiz que contienen, debe evitarse la velocidad crítica. Cada pieza de la maquinaria de un proceso tiene una presión máxima que puede soportar sin causar daños. Cuando la tasa de vapor de una planta es excesivamente alta, la velocidad del vapor puede superar los umbrales de velocidad crítica, lo que produce un sonido parecido a un chillido o a un silbido agudo. Cuando se sobrepasa la velocidad crítica, las perlas pueden romperse, lo que genera más polvo, una mayor necesidad de recargar las unidades periféricas y un deterioro de la capacidad general de trabajo, pudiendo llegar a ser necesario un cambio completo para restablecer la productividad.
3. La cama no debe rebotar

Para evitar la expansión de Levi, debe mantenerse una regulación adecuada de la velocidad dentro del lecho para garantizar que no se supere la velocidad de fluidización definida por cada sistema individual. El diámetro de las perlas, el caudal, la densidad del vapor, la presión del recipiente y la temperatura de la corriente de entrada afectan a la velocidad de fluidización. Cuando las perlas se elevan y cuelgan en el aire sobre una espuma de vapor, procedimiento conocido como fluidización, se produce la expansión de Levi. Cuando las perlas se fluidizan, pueden chocar entre sí, lo que provoca un desgaste importante, la formación de polvo y roturas.
Como resultado, las perlas rotas pueden hacer que la región de transferencia de peso se desplace por el lecho, lo que provoca una rotura irregular y temprana, una mala espiral de retroalimentación y una destrucción recurrente. La fluidización inmediata, o el rebote real de las perlas de tamiz dentro del contenedor, puede ser inducida por cambios rápidos de presión desencadenados por válvulas atascadas o una presurización inadecuada del contenedor. Esto se conoce frecuentemente como "popcorning".
Si desea obtener más información sobre las capacidades de las distintas unidades de deshidratación de etanol, hable con un experto en tamices, como los de nuestra empresa, Jalon. Le ayudarán a descubrir cosas que al principio desconocía sobre el tamiz molecular y, esencialmente, le evitarán cometer errores. Compruebe periódicamente el funcionamiento adecuado de las válvulas, organice talleres para el equipo, promueva la formación continua sobre los ajustes de presurización adecuados y haga hincapié en las ventajas de las comprobaciones periódicas para aumentar la eficacia y el éxito.
4. 4. Evitar la contaminación

Los hidratos de carbono de bajo peso molecular, como la glucosa soluble en agua y los aceites de fusel, pueden alterar significativamente la capacidad operativa de las unidades de deshidratación de etanol. Los hidratos de carbono se derivan de la glucosa soluble en agua que permanece en la corriente del procedimiento, incluidos otros contaminantes, en forma de combinaciones micelares que luego se transfieren a los lechos. En un procedimiento conocido como coquización, estos contaminantes se adhieren al exterior de las perlas de tamiz molecular, formando una capa de coque, o carbohidratos quemados.
El coque aparece en forma de manchas oscuras en la superficie de las perlas y puede llegar a formar una capa completa alrededor de la superficie, haciendo que las perlas se vuelvan negras. La capa de coque bloquea el acceso de los vapores a los microcanales del interior de cada perla, impidiendo que el agua sea absorbida por los granos de tamiz molecular, lo que se traduce en una reducción significativa del rendimiento y la eficacia del trabajo.
Instalar almohadillas antivapor o separadores coalescentes entre el vaporizador y la unidad de deshidratación es la forma más sencilla de reducir los hidrocarburos, la glucosa, los combustibles y otras impurezas. Estos filtros son básicamente láminas de lana de acero que atrapan los contaminantes y purifican la corriente de vapor a su paso. Para limitar en gran medida la incidencia del coque y conservar la capacidad operativa y la tasa de transferencia de peso en el interior de los recipientes, las cuadrillas de mantenimiento proactivo deben inspeccionar el desagüe de la base del filtro y repararlo según sea necesario tras su instalación.
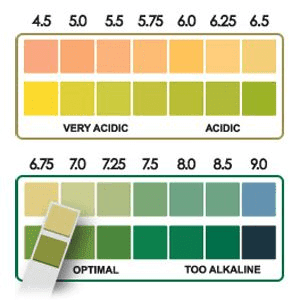
5. Esté atento al nivel de pH
Se ha desarrollado un tamiz molecular de tres angstroms (3A Molecular Sieve) especialmente para deshidratar etanol y tiene orificios de poros de cristal de aproximadamente tres angstroms de diámetro. Teniendo en cuenta que las moléculas de agua tienen un diámetro aproximado de 2,8 angstroms y las de etanol de 3,6 angstroms, este tamiz es adecuado para la síntesis de etanol. Las moléculas de agua pueden atravesar los cristales 3A y quedar atrapadas, pero las moléculas de etanol son demasiado grandes para adsorberse y rebotar.
Cuando las perlas de tamiz molecular se someten a un pH elevado, se produce un intercambio iónico que convierte los cristales de tamiz 3A en cristales de tamiz 4A o mayores, lo que permite la adsorción de moléculas de etanol junto al agua y reduce la capacidad.
Las perlas de tamiz se desintegrarán y aglomerarán si se someten a una corriente de alimentación con un pH demasiado bajo. Para evitar la transferencia de iones o la fusión de los granos, una corriente de alimentación óptima debe tener un pH de 4,5 a 9,0. Los técnicos deben prestar más atención durante el mantenimiento preventivo para garantizar que los productos químicos de limpieza in situ, como el ácido sulfúrico o la sosa cáustica (hidróxido de sodio), se enjuagan completamente y no se permite que pasen a través de los recipientes de los tamices.
Lo esencial
El tamiz molecular está en el centro de la mayoría de los procedimientos de fabricación y desempeña un papel vital en la mejora de la pureza de la mayoría de los productos de fabricación, incluido el etanol, como se ve en este post. Aunque la eficacia del tamiz molecular utilizado es importante, también hay que tener en cuenta su calidad. Hay muchos proveedores en el mercado, pero sólo Jalon garantiza que obtendrá calidad por lo que paga. Póngase en contacto con nosotros y estaremos encantados de suministrarle tamiz molecular de la máxima calidad. Podemos suministrar tanto a corto como a largo plazo, por lo que no tiene que preocuparse por los plazos. Y lo que es más importante, enviamos nuestros productos a todo el mundo.








